
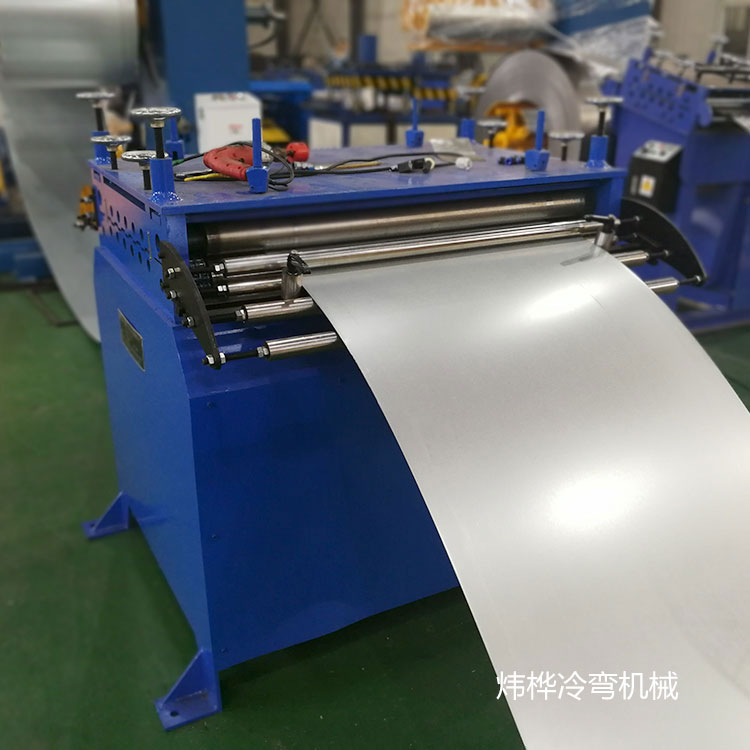
济源动力箱成型机 如何选购
浏览次数:294次
- 产品规格:
- 发货地:山东省潍坊潍城区
关键词
济源动力箱成型机
详细说明
生产周期50天
切断方式液压切断
是否定制是
总电机功率27kw
电气控制PLC
轧辊数量14~22道
炜桦提供的冷弯成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺与系统,如自动换料系统、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统,大大提高了生产效率并降低了生产成本。其生产的冷弯成型生产线设备轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;可以制造处理0.2mm—12mm厚金属板材;型材尺寸精度可以控制在0.2mm以内。“炜桦冷弯”提供的汽车车厢板成型机组生产线为定制化设备,可根据客户的不同需求,定制生产所需设备的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。现代化生产都将为提高生产能力带来巨大的附加值,提高企业产品质量,降低企业用工成本等。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有地位。

1分钟可生产2个箱体外壳,自动上料冲孔折弯一次成型,热销山东临沂、河北、浙江宁波、武汉、福州、河南。
配电箱外框自动成型设备可以直接成型成传统配电箱的框体,不在需要人工焊接四个边的形式,配电箱成型设备成型出来的产品只需要通过焊接等方式、焊接一边就可以了,直接合成框体。
我公司生产加工基业箱壳体生产线、配电箱、动力箱柜、威图柜、电门箱、布线箱、电器柜骨架等各种控制箱柜全自动生产线设备。
我公司生产的基业箱生产设备有以下几个优点:
“炜桦冷弯”提供的基业箱成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有地位。
电器柜箱体设备工艺流程:
上料(人工) —板料校平—伺服送料液压冲孔—冷弯成型—成型后折弯—液压自动切断—卸料(人工)。
性能特点:
1.双悬臂结构可任意调节板型宽度,调整方便快速,一台设备可生产多种电箱产品,适应性强。龙门式结构通过调整隔套也可实现多种电箱产品的生产,性价比高。
2.伺服送料液压冲孔装置可依据客户需求定制冲头形式和数量,冲孔精度稳定可靠;
3.成型后自动折弯机构可实现不停机折弯,连续工作,配合自动液压切断,操作人员仅需一人卸料即可;
技术参数:
1.生产速度0—4米/min 可调
2.宽度调整范围-600mm
3.轧制厚度:1-2mm
4.折弯处对接缝隙≤1mm
公司主要产品:电器柜箱体冷弯成型线;立体车库边梁冷弯成型线;立体车库波浪板冷弯成型线;车厢板冷弯成型线;车厢底板冷弯成型线;防盗门框、扇冷弯成型线;太阳能光伏支架冷弯成型线;高速公路护栏冷弯成型线;电缆桥架冷弯成型线;电梯导轨冷弯成型线;文件橱柜冷弯成型线;大棚骨架冷弯成型线。

设备结构及系统配置:
概述:该生产线主要由放料机、调平机、冲孔切断机、输送台、成型主机、液压折边机、成品托料装置、液压系统、电气控制部分及安全防护部分组成。
成型主机:此生产线的主机机座采用100*100*3MM方钢焊接,机架采用整体式固定牌坊,侧板采用25mm钢板,支承部分均采用台湾轴承,进料采用滚轮式,出料采用扭动上下调节,主机钢性好,且结构稳定。
B:滚压模具(轧辘):16组辊轮成型,均采用Gr12模具钢,HRC达58~60o均采用精密数控机床加工,精度为6~7级,表面粗糙度达0.8 以上,成形尺寸,成形工件表面无划伤。
C:传动部分:是生产线成形动力的输送部分,其动力由主电机到减速箱,再由减速箱通过齿轮传送到主动轮上,主动轮通过过度齿轮传动,使得上下轧辘同步转动。
3.定长折弯部分:由定长装置及折弯机构组成。定长装置是通过激光探头结合编码器定长,当板料走到定尺长度时,通过PLC控制折弯产品。
4.托料架:此装置在成型机的后面,根据产品长度的不同合理排布。
5.电控系统:整条生产线采用集中控制,元件采用进口及国产上等产品,或由客户,标准件元件采用台湾。设备电控元件的安装符合国家规定,线号清晰。
操作系统:触摸屏
控制方式:PLC
传动模式:齿轮箱
材料规格:Q235
生产速度:0-15m
切断方式:液压切断
电压参数:380V/415V,50Hz, 3相
电气控制:PLC
驱动电机:变频电机驱动
钢带厚度:0-6mm
防爆配电箱使用方法
1、根据工作现场的实际照明需要,确定灯具的安装位置和方式,然后按灯具到220V电源接点的距离备好相应长度的三芯电缆线(如采用钢管布线则将三芯电缆线引入钢管至灯具安装处)。
2、先卸下接线腔上的固定螺钉,拔出接线盒的接线部分;从包装盒内取出密封圈和接头(带紧定螺钉),依次套入电缆;然后将三芯电缆线的一端分别接入盒内的标识“L”、“N”和接地处,用压线卡压紧电缆后,并用紧固螺钉固定好,然后拧紧接头,压紧密封圈,并从侧面拧紧紧定螺钉。
3、将第2步的部件旋入钢管,从侧面装上紧定螺钉锁紧,再将灯体沿接线盒的导轨装入,然后拧紧面板上的螺钉。
4、后把三芯电缆线的另一端按防爆配电箱要求接通220V电源。
5、更换灯泡时,先切断电源,然后用内六角扳手卸下壳体上的紧定螺钉,用大螺丝刀或其它工具旋松灯盖6圈,再用手小心将灯盖缓慢卸下,旋下旧灯泡换上新灯泡。
m.weifangweihua.b2b168.com