
绍兴动力箱生产设备 注意的问题
浏览次数:324次
- 产品规格:
- 发货地:山东省潍坊潍城区
关键词
绍兴动力箱生产设备
详细说明
生产周期50天
切断方式液压切断
是否定制是
总电机功率27kw
电气控制PLC
轧辊数量14~22道
公司以“技术保障、质量可靠、服务”为宗旨,服务的行要包括通风行业、电器柜行业、环保行业、建筑行业、汽车行业等。公司产品已凭借过硬的产品质量和售后服务赢得了市场和客户的青睐。“炜桦智能”——传统制造业智能升级的护航者。潍坊炜桦冷弯机械制作有限公司,自2004年成立以来,专注于型材钣金冷弯成型设备的研发制造,公司以“实现智能制造,创建长远效益”为使命,向各行业提供有价值的智能化成型整体解决方案。目前我公司为国家,同时被授予多项荣誉称号。
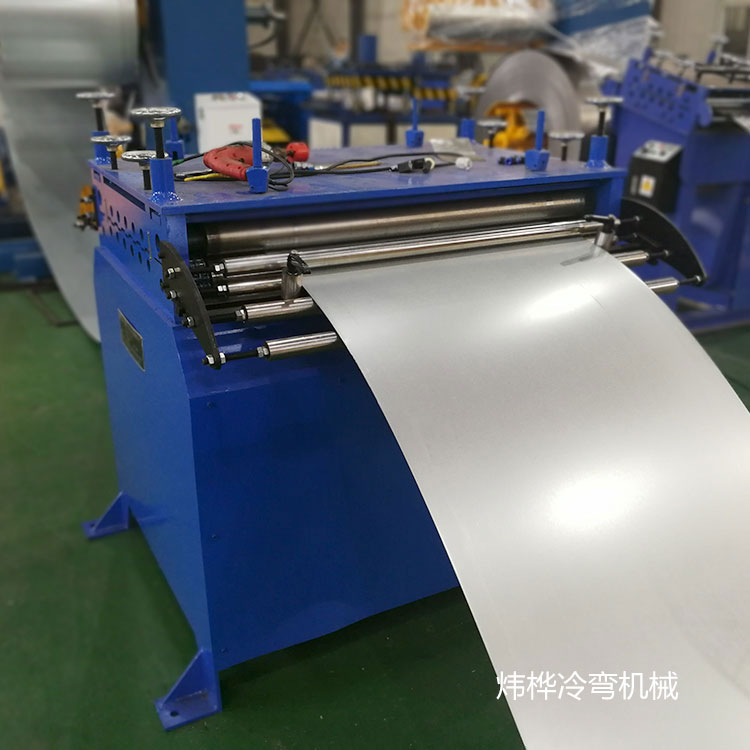
配电箱立体可调生产线全自动箱体一次成型机
炜桦冷弯:生产的全自动一次成型生产线有:基业箱外框、配电箱、、消防箱、布线箱、弱电箱、动力柜、电门柜、保险箱等、以及各种电气控制箱的外壳一次成型设备,如配电箱外框自动成型设备可以直接成型成传统配电箱的框体,不在需要人工焊接四个边的形式,配电箱成型设备成型出来的产品只需要通过焊接等方式、焊接一边就可以了,直接合成框体。一个工人可以生产1000-1200个箱体外壳。
配电箱生产设备主要参数
操作系统:触摸屏
控制方式:PLC
传动模式:齿轮箱
材料规格:Q235
生产速度:0-15m
切断方式:液压切断
我公司生产的配电箱设备有以下几个优点:
“ 炜桦冷弯”提供的配电箱成型生产线为定制化设备,可根据客户的不同需求,集成生产所需的众多工艺,如自动换料机、切割和冲压系统,以及复杂的焊接、铆接、折弯、搬运和包装等系统。这些都将为提高生产能力带来巨大的附加值。其生产的冷弯成型生产线设备:轧制材料的材质包括冷轧钢带、热轧钢带、酸洗板(钢带)、彩钢板(钢带)、镀锌钢带和不锈钢带等;制造能处理0.2mm—12mm厚金属板材;生产出来的型材尺寸精度可以控制在0.05毫米以内,这在国内具有地位。
配电箱生产线是非标定制设备,可以完全根据客户的市场需求研发设计,炜桦冷弯的质量和实力有保证。
配电箱自动化设备可一次性完成配电箱箱体的制作,大大节省了人工提高了生产效率,可生产1000-1200个箱体外壳.节省30个左右的人工。同时将降低配电箱箱体的生产成本.

我们改变了加工配电箱箱体传统落后的生产工艺,改为四边一块板料加底板组成配电箱外壳。(生产工艺:自动送料、冲孔、封边、折弯、成型、一次完成),配电箱壳体高度、宽度、深度都可调整,可以满足非标配电箱生产。整个生产工艺无废料,而且一个人即可操作生产,同时减少了多道焊接和打磨,即大大节省了人工,又提高了生产效率。一台设备可以代替二三十个工人的工作量。
配电箱箱体自动生产线,明装箱、暗装箱壳体生产设备。市场竞争是残酷的,不是你淘汰他们就是他们淘汰你,炜桦冷弯全自动配电箱生产线,基业箱生产设备助你的企业发展一臂之力。
户外配电箱壳体生产设备,配电箱箱体成型设备,生产消防箱设备生产工艺:
自动放料机—校平机—伺服送料机—冲孔部分—成型部分—定尺切断部分—自动折弯—收料台—(机器人自动焊接)—电气控制柜等部件组成。
动力柜箱体全自动生产设备,全自动配电箱生产线主要参数:
材料规格:1、Q235 (钢卷) 2、不锈钢带
钢带厚度:0.5~1.5 mm(视型材而定)
钢带宽度:≤400mm, (定制)
生产速度:120个箱体//每小时
总电机功率:20kw
液压系统功率:3kw
切断方式:液压切断
电气控制:PLC
驱动电机:变频电机驱动
承重钢带:3吨
气源:0.5m³/Min;压力为0.7MPa
电压参数:380V/415V,50Hz, 3相
液压油型号:46#液压油
齿轮油型号:18#齿轮油
切断尺寸公差:≤ ±0.5mm(长≤3000mm)
切断模具材质: Cr12MoV
轧辊材质:Cr12 淬火HRC58°--62°
炜桦冷弯供应设备有::生产明装暗装配电箱生产线设备、动力柜生产设备、配电箱生产线,不锈钢基业箱生产设备。多媒体集线箱成型设备。明装箱生产线、生产消防箱箱体设备,防雨配电箱生产线等等。
我公司生产的电信箱成型设备、明装配电箱生产设备、动力柜外壳生产设备:
我公司提供的基业电气箱生产设备、电表箱成型设备、动力柜生产线、不锈钢电表箱生产线等都是按客户要求定制设备,动力箱壳体成型设备(自动送料、冲孔、折弯、焊接、成型、一次完成)可根据客户的不同需求,集成生产所需的众多工艺,自动送料、冲孔、成型、折弯、焊接等等。这些都将为生产能力和产品品质带来极大提高。。。
我公司同时还生产各种箱体自动成型设备,能处理
0.5mm—2.5mm厚金属板材,pz30生产线、8mf型材生产设备、九折、十六折型材成型设备,生产消火栓箱设备,消防箱箱体生产设备等各种高精度异型材全自动化冷弯成型设备,能处理
0.28mm—12.0mm厚金属板材;生产出来的型材尺寸精度可以控制在0.1毫米以内。

抽屉式配电箱生产流程:
开卷、校平、送料、冲压、滚压、折弯、切断、收料
防爆配电箱使用方法
1、根据工作现场的实际照明需要,确定灯具的安装位置和方式,然后按灯具到220V电源接点的距离备好相应长度的三芯电缆线(如采用钢管布线则将三芯电缆线引入钢管至灯具安装处)。
2、先卸下接线腔上的固定螺钉,拔出接线盒的接线部分;从包装盒内取出密封圈和接头(带紧定螺钉),依次套入电缆;然后将三芯电缆线的一端分别接入盒内的标识“L”、“N”和接地处,用压线卡压紧电缆后,并用紧固螺钉固定好,然后拧紧接头,压紧密封圈,并从侧面拧紧紧定螺钉。
3、将第2步的部件旋入钢管,从侧面装上紧定螺钉锁紧,再将灯体沿接线盒的导轨装入,然后拧紧面板上的螺钉。
4、后把三芯电缆线的另一端按防爆配电箱要求接通220V电源。
5、更换灯泡时,先切断电源,然后用内六角扳手卸下壳体上的紧定螺钉,用大螺丝刀或其它工具旋松灯盖6圈,再用手小心将灯盖缓慢卸下,旋下旧灯泡换上新灯泡。
m.weifangweihua.b2b168.com